


Прецизионная стальная труба
Применение: Используется для механических конструкций, гидравлического оборудования, автомобильных деталей
Размер: наружный диаметр: 6 мм - 114 мм, толщина стенки: 0,5 мм - 60 мм, длина: 5,8/6/11,8/12 м
Стандарт трубы: EN 10305, ASTM A106-2006, BS 1139, DIN 2391, DIN 2445
Термическая обработка: NBK(+N), GBK(+A), BK(+C), BKW(+LC), BKS(+SR)
Классификация:
Прецизионная стальная труба
ДЕТАЛИ ТОВАРА
Описание
Прецизионная стальная труба — это высокоточный стальной трубный материал, обработанный волочением или горячей прокаткой. Внутренние и наружные стенки прецизионных стальных труб не имеют окисного слоя, что обеспечивает высокое давление без утечек, высокую точность, высокую гладкость, холодную гибкость без деформации, расширение, сплющивание без трещин и т. д. Они в основном используются для производства пневматических или гидравлических компонентов, таких как цилиндры или масляные цилиндры. Труба может быть бесшовной или сварной.
Применение
Внутренний и внешний диаметр можно контролировать в пределах +/- 0,01 мм. При сохранении прочности на изгиб и крутящий момент вес прецизионной трубы меньше. Она может широко использоваться в производстве прецизионных машиностроительных деталей и инженерных конструкций.
|
Размер |
|
Диапазон размеров |
Допуск |
| Наружный диаметр (OD) |
6-325mm |
-0,035 -- +0,045 мм |
|
| Внутренний диаметр (ID) |
2-250mm |
±0,035 мм |
|
| Толщина стенки (WT) |
1-32mm |
зависит от размеров |
|
| Длина |
произвольная или фиксированная длина |
+0-3,5 мм |
|
| Прямолинейность |
0,15:1000, 0,4:1000, 0,5:1000, 1:1000 или по индивидуальному заказу |
||
| Шероховатость поверхности |
Ra 0,02—0,4 мкм |
||
Допуски на размеры прецизионных стальных труб
Для прецизионных стальных труб горячей прокатки допуск по наружному диаметру составляет +/- 0,1%.
Для прецизионных труб холодной волочения допускаются следующие отклонения:
Диаметры от 6 мм до 10 мм, стандартный допуск +/- 0,2%, повышенный допуск +/- 0,15%.
От 10 мм до 30 мм, стандартный допуск +/- 0,4%, повышенный допуск +/- 0,2%.
От 30 мм до 50 мм, стандартный допуск +/- 0,45%, повышенный допуск +/- 0,3%.
Для наружных диаметров более 50 мм, стандартный допуск +/- 0,1%, повышенный допуск +/- 0,8%.
Спецификация & Стандарт
ПРЕЦИЗИОННАЯ ХРОМ-МОЛИБДЕНОВАЯ СТАЛЬНАЯ ТРУБА
| Стандарт |
GB |
ASTM |
JIS |
DIN |
| МАРКА |
15Cr |
5115 |
SCR415 |
15Cr3 |
| 20Cr |
5120 |
SCR420H |
20Cr4 |
|
| 30Cr |
5130 |
SCR430 |
28Cr4 |
|
| 35Cr |
5132 |
SCR430H |
34Cr4 |
|
| 40Cr |
5140 |
SCR440 |
41Cr4 |
|
| 12CrMo |
A-387CR |
A-387CR |
13CrMo44 |
|
| 15CrMo |
41.494.18 |
4125 |
16CrMo44 |
|
| 20CrMo |
4125 |
4130 |
20CrMo44 |
|
| 25CrMo |
4130 |
SCR420H |
25CrMo4 |
|
| 30CrMo |
SCR420H |
4140 |
34CrMo4 |
|
| 35CrMo |
4140 |
4140 |
42CrMo4 |
|
| 42CrMo |
A-387CR |
|
|
ПРЕЦИЗИОННАЯ СПЛАВНАЯ БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА
| ASTM |
A335-P1,A335-P2,A335-P12,A335-P11,A335-P22,A335-P9,A335-P5,A369-FP22,A213-T22,A213T11,A213-T12,A213-T2,A213-T1 |
| GB |
16mo,CR2MO,CR5MO,12crmo,15crmo,12cr1mov, |
| JIS |
STPA12,STBA20,STPA22,STPA23,STPA24,STBA26, |
| DIN |
15mo3,13crmo44,16CRMO44,10CRMO910,12CRMO195, |
| Марка |
Химический состав, % |
||||
| C |
Si |
Mn |
P |
S |
|
| 20# |
0,17-0,24 |
0,17-0,37 |
0,35-0,65 |
0.035 |
0.035 |
| 45# |
0,42-0,50 |
0,17-0,37 |
0,50-0,80 |
0.035 |
0.035 |
| SKTM13C-T(25Mn) |
0,22-0,29 |
0,17-0,37 |
0,70-1,00 |
0.035 |
0.035 |
| 27SiMn |
0,24-0,32 |
1,10-1,40 |
1,10-1,40 |
0.035 |
0.035 |
| E355 |
≤0,22 |
≤0,55 |
≤1,6 |
0.025 |
0.025 |
| Q345B |
≤0,2 |
≤0,5 |
1,00-1,60 |
0.030 |
0.030 |
| Q345D |
≤0,2 |
≤0,5 |
1,00-1,60 |
0.030 |
0.030 |
| SAE1026 |
0,22-0,28 |
0,15-0,35 |
0,60-0,90 |
0.040 |
0.050 |
| Состояние поставки |
BKS Холоднотянутая и снята остаточная напряженность |
||
| Марка стали |
Rm, МПа |
ReH, МПа |
Относительное удлинение A5 (%) |
| ST45 |
≥520 |
≥375 |
≥15 |
| ST52(E355) |
≥600 |
≥520 |
≥14 |
| SAE1026 |
≥600 |
≥510 |
≥15 |
| 45# |
≥600 |
≥520 |
≥10 |
| 20# |
≥520 |
≥375 |
≥15 |
| Состояние поставки |
BK Холоднотянутая |
|
| Марка стали |
Rm, МПа |
Относительное удлинение A5 (%) |
| ST45 |
≥550 |
≥5 |
| ST52(E355) |
≥640 |
≥5 |
| SAE1026 |
≥640 |
≥5 |
| 45# |
≥640 |
≥5 |
| 20# |
≥550 |
≥8 |
Процесс
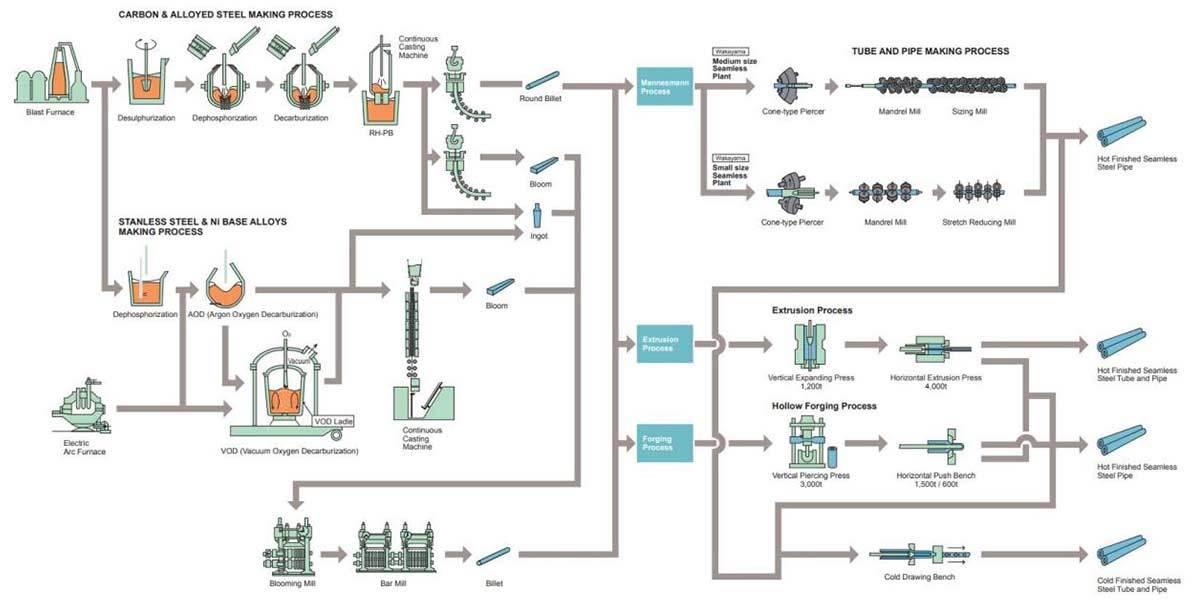
Технологическая схема производства прецизионных стальных труб:
Инспекция исходного материала – удаление окисного слоя – визуальный осмотр – нагрев – горячая прокатка – травление и пассивация (фосфатирование) – шлифование – смазка и сушка – холодная прокатка (внутренняя и внешняя вытяжка) – удаление масла – обрезка концов – инспекция – маркировка – упаковка и хранение
Как известно, большинство прецизионных стальных труб производится методом холодной и горячей прокатки. Холодная прокатка, в отличие от горячей, является более сложным процессом. Труба не только подвергается непрерывной прокатке с помощью трех валков, но и после экструзии обязательно проводится тестирование для гарантии качества материала прецизионных труб.
Способы производства бесшовных прецизионных труб включают горячую и холодную прокатку. Кроме того, они могут производиться сварными методами.
Технологическая схема производства прецизионных стальных труб:
Инспекция исходного материала – удаление окисного слоя – визуальный осмотр – нагрев – горячая прокатка – травление и пассивация (фосфатирование) – шлифование – смазка и сушка – холодная прокатка (внутренняя и внешняя вытяжка) – удаление масла – обрезка концов – инспекция – маркировка – упаковка и хранение
Как известно, большинство прецизионных стальных труб производится методом холодной и горячей прокатки. Холодная прокатка, в отличие от горячей, является более сложным процессом. Труба не только подвергается непрерывной прокатке с помощью трех валков, но и после экструзии обязательно проводится тестирование для гарантии качества материала прецизионных труб.
Способы производства бесшовных прецизионных труб включают горячую и холодную прокатку. Кроме того, они могут производиться сварными методами.
Упаковка
20-футовый GP: 5898 мм (длина) x 2352 мм (ширина) x 2393 мм (высота) 24-26 куб.м
40-футовый GP: 12032 мм (длина) x 2352 мм (ширина) x 2393 мм (высота) 54 куб.м
40-футовый HC: 12032 мм (длина) x 2352 мм (ширина) x 2698 мм (высота) 68 куб.м
В связках, пластиковые пакеты, тонкая пленка, деревянный поддон, стандартная морская экспортная упаковка или по требованиям заказчика

Упаковка и доставка
Компания располагает складской зоной производственной базы стальных труб Shandong Dayang, торговой зоной элитных товаров Dadong Steel Pipe City и т. д., с годовым запасом в 70 000 тонн. Годовой объем торговли круглой сталью составляет 650 000 тонн, с 50 000 тонн товарных запасов в течение года, а объем производства составляет около 6 млрд юаней. Завод имеет восемь производственных линий по расширению труб, в основном производящих трубы диаметром 300-1500 мм, с годовым объемом производства 80 000 тонн.

Визит клиента
Придерживаясь принципа «строгое управление, хорошая репутация, сильная сторона и высококачественное обслуживание», компания обслуживает клиентов и друзей в стране и за рубежом с высокими стандартами научной защиты окружающей среды, профессиональных инноваций и в настоящее время экспортирует продукцию в более чем 150 стран и регионов Европы, Америки, Южной Америки, Ближнего Востока, Азии и т. д., и продукция пользуется всеобщей популярностью!

Завод
Завод специализируется на исследованиях и разработках и производстве бесшовных стальных труб, обработке обсадных труб для нефтяных месторождений и продукции из стальных труб для газовых баллонов. В настоящее время на заводе имеется одна производственная линия бесшовных стальных труб горячей прокатки. В производственном процессе производственной линии бесшовных стальных труб горячей прокатки используется коническое пробивание, точная прокатка труб и калибровка с микронатяжением на трехвалковых станах. Производственные спецификации: Φ50-Φ273 мм, толщина стенки: 4,5-40 мм, а установленная в цехе система ультразвукового дефектоскопии, система вихретоковой дефектоскопии и другие системы обнаружения продукции достигли ведущего уровня в отрасли.

Связанные продукты
Связанные продукты
Дорога Чида, уезд Донгэр, город Ляочэн, провинция Шаньдун, Китай

